Chemical etching [1] has been around for centuries; however, it’s only in modern times that we are starting to utilize its full potential. By analysing the case studies within this article, we can explore the uses of photochemical machining (PCM) and how it may help your business. We can also demonstrate that the PCM process is both cost-effective and precise, particularly against more traditional manufacturing methods that simply cannot achieve the same design features at a comparable cost.
Current times dictate that manufacturing thin-gauge metal components can be achieved by many processes, so how do you determine which to use? Here at Qualitetch, we understand this can be both frustrating and confusing as there is so much choice around. PCM is a technology that allows the user to both trial and mass produce complex designs that previously would not have been achievable via the traditional methods.
The below article will explore some of the key benefits of the chemical etching / photo etching / PCM process and look at how Qualitetch components can assist your business in the manufacture of bespoke metal components. We regularly use these capabilities and benefits to collaborate closely with our customers to produce the next generation of thin gauge metal components [2].
Stress-Free, Burr-Free
If we take an objective view of the process, a simple but crucial advantage of the PCM technique emerges post-etching. Due to the subtractive nature of PCM etching with acid, no stress is applied upon the metal.
This means we can eliminate any surface or grain structure property changes within the material and subsequently do not produce any burrs during processing. This can be a real issue for some other metal component manufacturing techniques such as punching, stamping, laser cutting or waterjet cutting.
As a direct result of this, the PCM process eliminates the need for time-consuming deburring procedures. Furthermore, because the photo-tooling artwork replicates the parts physical profile dimensions it doesn’t degrade like a hard tooling punch or stamp tool.
Photo-tools
To manufacture any metal component parts, we first need to convert the artwork supplied by the customer to be able to translate this onto a sheet of metal, so how do we do this?
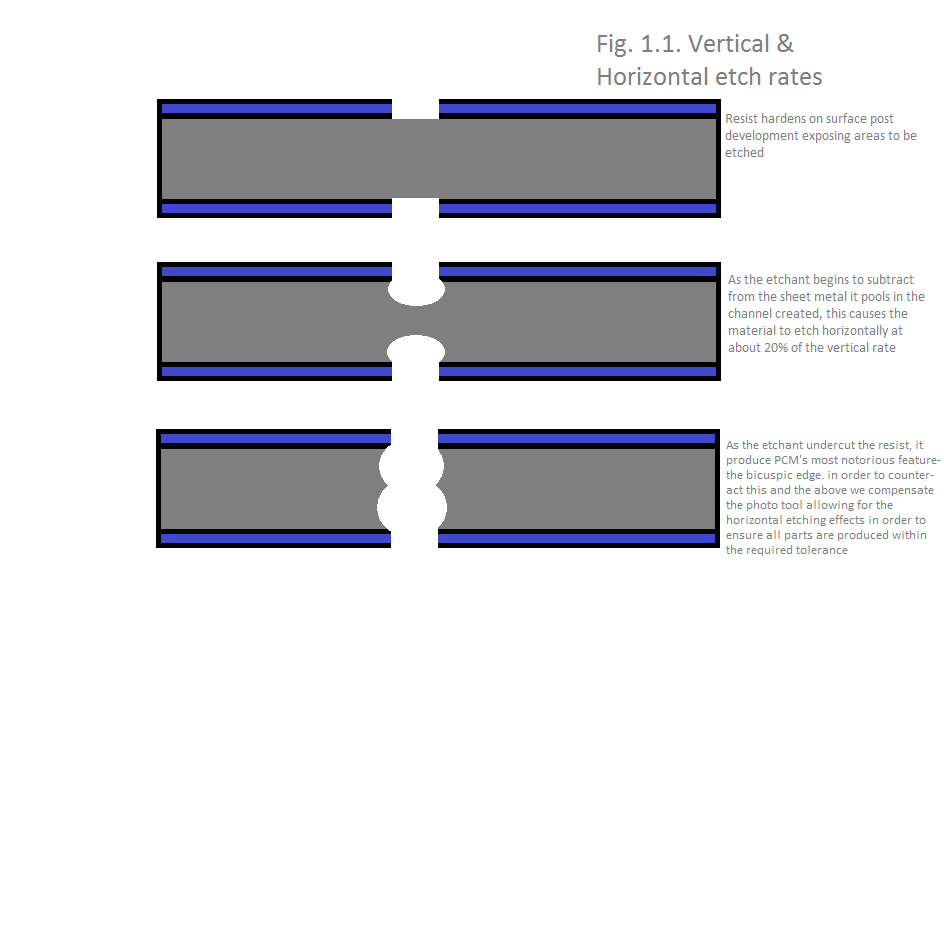
Utilizing the latest CAD technology and software we can convert customer electronic data files into a format known as “Gerber” then apply a known compensation factor to all profile features. We do this to counteract the etch-back (See Fig 1.1).
This translates the information into coordinates which is then interpreted by our state-of-the-art laser-photo plotter. From this we then produce our two-sided photo-tool onto a positive photographic film at 16,000DPI. Compare this to a high-quality printer which will only use around 300DPI (54x less).
The artwork is then used to print the image directly on to the metal sheet coated in UV sensitive resist.
Multi-tool solutions
The PCM process also allows you to manufacture many variants of component parts together within the same metal etched sheet. This said, if the base metal and thickness are the same, the complexity of the design does not matter, therefore you can achieve multiple complex features in different components on the same processed sheet. This also includes part marking or half etch fold lines for simply forming. Also read our FAQ’s page [3] for more design and capability help.
Case study 1. Photon Detection Components
A manufacturer of scientific equipment intended for photon detection required a square shim with a recessed channel designed to retain a micro-channel plate (MCP). Initially, they approached this complex project through the laser process, however, they found this to be inefficient and ineffective for these bespoke parts.
Unlike traditional manufacturing techniques, photo etching allows for the controlled removal of material within specific parameters creating a surface etched recess at no compromise to quality or accuracy, often this can be produced within a single machining process and at no additional cost (This is known as a half-etch).
Whilst this part is achievable via machining, the controlled removal of material can only be executed on a ‘part by part’ basis- This is very time consuming, expensive and not suitable for large quantities. PCM however, works by exposing entire sheets concurrently, minimal labour is required to deliver a fast turnaround.
This coupled with careful control of reaction variables and exposure time, allowed us to successfully remove the material within vertical micron tolerances precisely every time.
Case study 2. Electronic Shaver Components
When designing & producing new components, extensive R&D work is usually required to trial and assess multiple variants in order to determine which design will produce the desired outcome. This can be both prolonged & expensive.
A global leader in electronic shavers approached us with a new bespoke washer component requirement. Whilst the design was not complex, they had yet to determine the best design going forward.
Previous production of these parts had seen them blanked from the strip via stamping, but this had frustrated the R&D team who had been let down by with lead-times in excess of 3 – 4 weeks each time they need to revise the design. The shims provided via stamping also showed signs burrs and had expensive hard tooling costs.
At Qualitetch our CAD team can produce an electronic artwork of your required design profile within hours, and free of charge, and can also amend designs easily if required.
Case study 3. Hair Dryer Components
Due to their complex geometry, meshes can prove to be particularly challenging for some manufacturing methods. However, with chemical etching this isn’t the case. Our client was looking to mass produce a series of dome formed thin-gauge metal components featuring mesh patterns & complex geometrical designs, these allowed us to fully demonstrate the versatility of the chemical etching process.
As these parts were “on-display” and aesthetic, it was critical the parts were free from any visual defects. Traditional techniques, such a stamping, risk damaging the parts and causing burrs, and could not achieve the complex mesh design and high visual standards. Furthermore, processes such as laser cutting risk deforming and burning the material surface.
The etching process removes any contact with abrasives reducing the risk for scratching and defects to occur, as well as producing burr-free and stress-free component parts.
Such adaptability is particularly advantageous especially under the circumstances of mass production. Minimal inspection is required allowing fast turnaround and reduced unit costs. This said photo etching is a particularly good process for producing thin gauge and bespoke metal meshes with complex mesh designs.
Case study 4. Coordinated etching with multiple processes
Not every metal component design is going to be thin-gauge and suitable for full manufacture within the PCM process however, this does not mean that it cannot co-assist in production.
A client approached us requiring a large metal nameplate including surface etched branding. The nameplate had a specific depth of 0.25 – 0.30mm, which was deep enough to allow for paint-infilling.
In order to achieve the target price, it was key that the correct manufacturing route was identified and offered. Here at Qualitetch we offer multiple techniques to manufacture metal components, and our engineering sales team are on-hand to advise accordingly.
Initially laser cutting was explored, however, they were unable to maintain the external profile tolerance of ± 0.05mm and could not offer a specific surface etch depth. Also, the parts showed signs of burning from the laser cutting, that for an aesthetic part was not suitable.
Unfortunately, on this instance, the material thickness proved too large to process solely via photo etching, however, it was quickly identified that we could couple the etching with our in-house wire EDM wire erode process.
This would be done by first etching the recess and then wire eroding the profile. This allowed us to achieve the external profile tolerance and surface etch depth and remaining cost-effective to the customer.
Case study 5. Satellite Communications device
Regardless of the design, the PCM process can hold tolerances previously unimaginable, with a minimum being 10% of material thickness starting from as low as ± 0.025mm (25 microns) for production quantities.
When approached by a world leader in satellite communications devices, looking for thin-gauge beryllium copper parts, it became apparent that this wouldn’t be a typical component. They required a labyrinth style design to be developed, with complex and tight tolerance geometry.
Upon initial review by our technical sales team, one of the smaller features present on the design was a large series of thin 0.150mm bars with a tolerance of ± 0.025mm, which were critical for the design to perform correctly for the customer. Whilst this would be daunting for other manufacturing processes, for the chemical etching process this is not an issue.
Beryllium copper is an expensive material and cannot be processed by some traditional processes, particularly laser cutting and hard CNC machining operations, as it emits tiny beryllium particles, which on a molecular level can harm the operator causing berylliosis.
The PCM etching process works by removing metal in an acid ferric chloride solution, and the process is completed within the sealed chambers of our etching machines, preventing the release of any harmful content. This allows the PCM etching process to rapidly turn-around metal components that many other manufacturers are unable to work with.
Why Choose Photo Etching – Chemical Etching – PCM?
Case studies 1 to 5 compare the benefits of the PCM process against more traditional manufacturing methods. I hope we have shown that the technology is not only an alternative way to produce thin-gauge metal components, but rather a process to encourage creativity and design.
In a nutshell, chemical etching suits the manufacture of complex thin gauge metal component parts, in quantities ranging 1 to 1,000,000 in most metal types. Our process is not only cost-effective but highly accurate, precise & reliable. Any apparent complex nature of the parts design does not matter with photo etching, as the process does not recognise these design complexities, and parts can be processed at no additional cost.
The photo etching process [4] lends itself to be used with multiple manufacturing techniques if required, all provided by Qualitetch and compliments the range of services we offer.
Chemical etching will continue to provide a sustainable manufacturing method for years to come with designers from all industry sectors, as Qualitetch continue to push the process forward.
For more information contact us today and let Qualitetch help manufacture your ideas in metal. Call us on 01354 658787 and speak to our sales team. Alternatively, you can email us at sales@qualitetch.com [5] or www.qualitetch.com [6] for more info.